 螺桿(栓)冷鐓機(jī)系列
螺桿(栓)冷鐓機(jī)系列冷鐓機(jī)控制系統(tǒng)設(shè)計(jì)
作者: ‖ 時(shí)間:2019/11/4 ‖ 來源: ‖ 點(diǎn)擊:1040
2.1 控制系統(tǒng)硬件
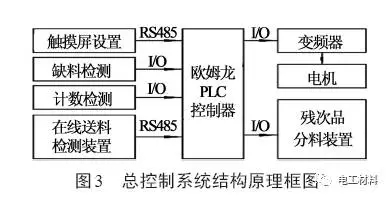
控制系統(tǒng)的硬件部分主要由PLC、觸摸屏、變 頻器、絲材在線檢測(cè)系統(tǒng)、絲材缺料檢測(cè)傳感器和 殘次品分離裝置組成。PLC 選用歐姆龍CP1L 系 列,CPU 型號(hào)為CP1L-EL20TD-D,此模塊自帶12 入/8 出的數(shù)字信號(hào)接口,2 路8 位模擬輸入信號(hào),考 慮到PLC與變頻器的速度控制及顯示問題,增加一 個(gè)PLC模擬輸出模塊,將PLC中數(shù)字化的電機(jī)速度 通過模擬輸出模塊輸入到變頻器的模擬輸入模塊, 同時(shí)將變頻器的速度模擬輸出信號(hào)接到CPU 自帶 的模擬量輸入接口,實(shí)現(xiàn)觸摸屏速度顯示。絲材在 線檢測(cè)系統(tǒng)使用高精度編碼器實(shí)現(xiàn),RS485 通訊接 口串行輸出。絲材缺料檢測(cè)傳感器使用電感式接 近開關(guān),DC 0~24 V直流開關(guān)量信號(hào)輸出。觸摸屏 使用步科MT4230T,RS485 通訊接口與PLC 結(jié)合。 變頻器選用型號(hào)為EM303A的2.2 kW正弦變頻器, 其模擬輸出信號(hào)DC 0~10 V接到PLC 模擬輸入接 口。其總控制系統(tǒng)結(jié)構(gòu)原理圖如圖3所示。
2.2 控制系統(tǒng)軟件
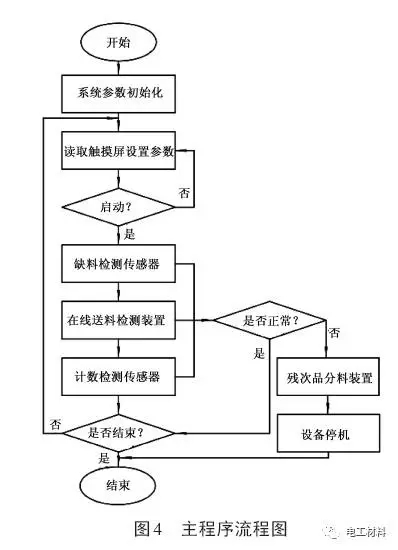
控制系統(tǒng)的軟件設(shè)計(jì)包括PLC程序設(shè)計(jì)[4]和觸 摸屏頁面程序設(shè)計(jì)[5]。PLC主程序主要包括系統(tǒng)參 數(shù)初始化、缺料檢測(cè)停機(jī)設(shè)計(jì)、在線送料檢測(cè)傳感 器信號(hào)采集設(shè)計(jì)、計(jì)數(shù)控制停機(jī)設(shè)計(jì)、殘次品分料 控制設(shè)計(jì)、接受觸摸屏參數(shù)設(shè)置及輸出控制變頻器 信號(hào)設(shè)計(jì)。主程序流程圖如圖4所示。 觸摸屏的程序設(shè)計(jì)主要是人機(jī)交互的界面,設(shè) 計(jì)當(dāng)前鉚釘型電觸頭生產(chǎn)數(shù)、鉚釘型電觸頭******生產(chǎn)數(shù)、電機(jī)制釘轉(zhuǎn)速顯示等。此外,需要設(shè)計(jì)能夠?qū)崿F(xiàn)觸摸屏控制冷鐓機(jī)的運(yùn)行及停止,根據(jù)不同材料及不同的鉚釘型電觸頭規(guī)格設(shè)置相應(yīng)的冷鐓速度,形成冷鐓工藝參數(shù)庫;在生產(chǎn)前調(diào)取所需的冷鐓工藝,進(jìn)行生產(chǎn)的自動(dòng)化控制。
上一條: 冷鐓機(jī)性能介紹,保養(yǎng),操作步驟
下一條: 冷鐓機(jī)的工作原理是什么